arrow_back_ios
Main Menu
arrow_back_ios
Main Menu
- DAQ
- Drivers API
- nCode - Durability and Fatigue Analysis
- ReliaSoft - Reliability Analysis and Management
- Test Data Management
- Utility
- Vibration Control
- Inertial Sensor Software
- Acoustic
- Current / voltage
- Displacement
- Schwingungserreger
- Force
- Inertialsensoren
- Wägezellen
- Multi Component
- Pressure
- Smarte Sensoren mit IO-Link-Schnittstelle
- Strain
- Temperature
- Tilt
- Torque
- Vibration
- DAQ-Systeme für mechanische Belastungen und Strukturüberwachung
- DAQ-Systeme für Schall- & Schwingungsmessungen
- Industrie-Elektroniken
- Leistungsanalysatoren für elektrische Systeme
- Handgehaltene Geräte für Schall und Schwingung
- Drahtlose DAQ-Systeme
- DAQ-Systeme für mechanische Belastungen und Strukturüberwachung
- High Precision and Calibration Systems
- Akustik
- Anlagen- und Prozessüberwachung
- Elektrische Energie
- Kundenspezifische Sensoren
- NVH
- Zuverlässigkeit
- Smarte Sensoren
- Schwingbelastung
- Virtuelle Tests
- Strukturelle Integrität
- Wägetechnik
- Luft- und Raumfahrt
- Audio
- Automobile und Überlandverkehr
- Verteidigung
- Energie
- Schiene
- Robotik
- Lebensmittel und Getränke
- Logistik
- Fertigung von Maschinen
- Schwingungsprüfung – Branchen
- Digitalisierung
- Calibration
- HBK Assured Service Contracts
- Installation, Maintenance & Repair
- Fatigue Testing Lab & Materials Characterisation - HBK
arrow_back_ios
Main Menu
- BK Connect / PULSE
- catman Enterprise
- catmanEasy AP
- Software Downloads for Perception / Genesis HighSpeed
- Tescia
- Catman data acquisition software
- Thousands of Channels at a Glance
- High speed data acquisition software perception
- Drivers for compatibility with third party software
- ReliaSoft BlockSim
- ReliaSoft Cloud
- ReliaSoft Lambda Predict
- ReliaSoft Product Suites
- ReliaSoft RCM++
- ReliaSoft XFMEA
- ReliaSoft XFRACAS
- ReliaSoft Weibull++
- Classical Shock
- Random
- Random-On-Random
- Shock Response Spectrum Synthesis
- Sine-On-Random
- Time Waveform Replication
- Vibration Control Software
- Microphone sets
- Cartridges
- Referenzmikrofone
- Spezialmikrofone
- Kits für akustische Materialprüfungen
- Akustische Kalibratoren
- Hydrofone
- Mikrofon-Vorverstärker
- Schallquellen
- Zubehör für akustische Sensoren
- Inertial Measurement Units (IMU)
- Vertikale Referenzeinheiten (VRU)
- Lage- und Kurs-Referenzsysteme (AHRS)
- Inertialnavigationssysteme (INS)
- Zubehör für Inertialsensoren
- Bending / beam
- Canister
- Compression
- Single Point
- Tension
- Wägemodule
- Digitale Wägezellen
- Zubehör für Wägezellen
- DMS für die Experimentelle Spannungsanalyse
- Optische DMS
- DMS für den Aufnehmerbau (OEM)
- Dehnungssensoren
- Zubehör für Dehnungsmessstreifen
- CCLD (IEPE)-Beschleunigungssensor
- Ladungs-Beschleunigungssensor
- Faseroptischer Beschleunigungssensor
- Kraftaufnehmer
- Referenz-Beschleunigungssensor
- Impulshämmer / Impedanzköpfe
- Drehzahlsensoren
- Schwingungskalibratoren
- Kabel
- Zubehör für Schwingungssensoren
- Accessories
- QuantumX
- SomatXR
- MGCplus
- Optische Interrogatoren
- CANHEAD
- eDAQ
- DMS-basiertes Präzisionsmessgerät
- Brückennormale
- LAN-XI
- Fusion-LN
- CCLD (IEPE)-Konditionierverstärker
- Ladungskonditionierverstärker
- Mikrofonkonditionierverstärker
- NEXUS
- Mikrofonkalibriersystem
- Kalibriersystem für Schwingungssensoren
- Kalibriersystem für Schallpegelmesser
- Zubehör für Konditionierverstärker
- Zubehör für Kalibriersysteme
- Mehrkanalsystem
- Einkanal-Messverstärker und Messverstärker mit Anzeige
- Wägeindikatoren
- Wägeelektronik
- Zubehör für Industrieelektroniken
- Wägeelektronik
- Wägeindikatoren
- eDrive-Paket
- eDrive Package - Remote Probe based
- eGrid-Paket
- GenHS
- Zubehör für Leistungsanalysator und GenHS
- Schallpegelmesser
- Schwingungsmessgeräte
- Software für handgehaltene Geräte
- Zubehör für handgehaltene Geräte für Schall und Schwingung
- Zubehör
- Aktoren
- Verbrennungsmotoren
- Betriebsfestigkeit
- eDrive
- Mobile Systeme
- Sensoren für Produktionstests
- Getriebe
- Turbolader
- HATS (Kopf- und Rumpfsimulator)
- Künstliches Ohr
- Elektroakustik-Hardware
- Knochenleitung
- Elektroakustik-Software
- Ohrmuscheln
- Zubehör für Elektroakustikanwendungen
- Akustik und Schwingungen
- Anlagen- und Prozessüberwachung
- Datenakquisition
- Elektrische Maschinen und Leistungselektronik
- Ermüdungs- und Lebensdaueranalysen
- Mechanisches Testen und Prüfen
- Wägetechnik
- Elektroakustik
- Schallquellenortung
- Umgebungslärm
- Produkt-Lärm
- Rampengeräuschprüfung
- Zertifizierung statischer Motorengeräusche
- Schallleistung und Schalldruck
- Flugzertifizierung
- Akustische Materialprüfung
- Vorbeifahrgeräusche
- Industrielle Prozesskontrolle
- Strukturüberwachung
- Produktionsprüfung und Qualitätssicherung
- Maschinenanalyse und -diagnose
- Strukturüberwachung
- Prüfungen von Schaltanlagen
- Hochspannung
- Erprobung von Antriebssträngen
- Batterieprüfung
- Elektrische Maschinenprüfung | Powertrain Testing | HBM
- Einführung in die Messung elektrischer Leistung bei transienten Vorgängen
- Transformator-Ersatzschaltbild | HBM
- Aktuelle Nulltests
- Netzprüfung | Schaltanlagenprüfung | Lösungen | HBM
- Tests im Antriebsstrang
- Schaltgeräte-Tests
- OEM Custom Sensorbaugruppen für eBikes
- OEM kundenspezifische Sensorbaugruppen für die Agrarindustrie
- Kundenspezifische OEM-Sensor-Baugruppen für medizinische Anwendungen
- Kundenspezifische Sensorbaugruppen für Robotic OEM
- Dauerhaftigkeitsprüfung - Ermüdungsprüfung
- Schock- und Falltests
- Verpackungsprüfung / Transportschwingungen
- Umweltstress-Screening - ESS
- Mechanische Satellitenqualifikation
- Buzz, Squeak und Rattle (BSR)
- Batterieprüfung für Elektro- und Hybridfahrzeuge
- Strukturelle Dynamik
- Strukturelle Dauerhaftigkeit und Ermüdungsprüfung
- Prüfung der Materialeigenschaften
- Sicherstellung der strukturellen Integrität von Leichtbaustrukturen
arrow_back_ios
Main Menu
- Binaurales Audio
- Außenmikrofone
- Probe Microphones
- Schallintensitätssonden
- Oberflächenmikrofone
- Array-Mikrofone
- Weitere Spezialmikrofone
- Mikrofone für Prüfungen an Fertigungsstraßen
- Sondenmikrofone
- Mikrofonkabel
- Stative
- Mikrofonarm
- Mikrofonadapter
- Elektrostatische Aktoren
- Mikrofonwindschirm
- Nasenkonus
- Mikrofonhalter
- Stative
- Weiteres Zubehör für akustische Sensoren
- Mikrofonschutz für den Außeneinsatz
- DC Statische Zentriereinheit
- Stromversorgung für den Feldeinsatz
- Trunnions
- Aufstellbügel für Schwingerreger
- Kabel
- Stinger
- Gelenkköpfe
- Zugkrafteinleitungen (nach ISO 376)
- Druckstücke und Lastknöpfe
- Kabel und Steckverbinder
- Schrauben-Sets
- Fußadapter / Zug/Druck-Adapter
- Messkabel
- Erdungskabel
- Druckstücke
- Lager
- Lastfüße
- Bodenplatten
- Gelenkösen
- Adapter
- Einbauhilfen und weiteres Zubehör
- Klebstoffe
- Abdeckmittel
- Reinigungsmaterial
- DMS-Kits
- Lötstützpunkte
- Weiteres Zubehör für DMS
- Kabel
- Nullpunktabgleich
- TKC-Abgleich
- TK0-Abgleich
- Magnete
- Befestigungsclips/-sockel
- Bolzen, Schrauben und Unterlegscheiben
- Klebstoffe/Werkzeug
- Adapter
- Mechanische Filter
- Weiteres Zubehör
- Gehäuse
- Kommunikationsprozessor
- Verstärkermodule
- Anschlussplatten
- Spezialeinschübe
- Zubehör für MGCplus
- G-Link-200
- G-Link-200-OEM
- SG-Link-200
- SG-Link-200-OEM
- V-Link-200
- RTD-Link-200
- TC-Link-200
- TC-Link-200-OEM
- Testen von Freisprecheinrichtungen
- Prüfung von Smart Speakern
- Lautsprecher-Tests
- Testen von Hörgeräten
- Kopfhörer-Test
- Testen von Telefon-Headsets und -Mobilteilen
- Akustische Holographie
- Verwaltung akustischer Signaturen
- Underwater Acoustic Ranging
- Akustische Tests im Windkanal — Luft- und Raumfahrt
- Windkanalprüfung für Autos
- Beamforming
- Fragen
- Identifizierung von Überfluglärmquellen
- Echtzeit-Identifizierung von Lärmquellen mit akustischer Kamera
- Abbildung der Schallintensität
- Sphärisches Beamforming
- Eisenbahn-Monitoring
- Tunnelüberwachung mit Faser-Bragg-Sensoren
- Monitoring-Lösungen für zivile Infrastrukturen
- Überwachungslösungen für Windturbinen
- Überwachungslösungen für die Öl- und Gasindustrie
- Überwachungslösungen für Eisenbahnen
- Überwachungslösungen für den Tiefbau
- Verfügbare Monitoring Services
- Fundamentüberwachung mit Dehnungsmessstreifen
- Auftragsanalyse
- Maschinendiagnose
- Gesundheits- und Nutzungsüberwachungssysteme (HUMS)
- Gasturbinenprüfung
- Fragen zur maschinellen Analyse
- Tunnel-Monitoring mit optischen Sensoren
- Monitoring-Lösungen für zivile Infrastrukturen
- Überwachungslösungen für Windturbinen
- Überwachungslösungen für die Öl- und Gasindustrie
- Überwachungslösungen für den Schienenverkehr
- Überwachungslösungen für das Bauwesen
- Verfügbare Monitoring-Services
- Fundamentüberwachung mit Dehnungsmessstreifen
- Mechanische Batterieprüfung mit Kraftsensoren
- Batterietests in der eMobilität
- Batterieprüfung in der Elektromobilität
- Mechanische Batterieprüfung mit Kraftsensoren
- Betriebsablenkungsformen (ODS)
- Klassische Modalanalyse
- Bodenvibrationstest (GVT)
- Operative Modalanalyse (OMA)
- Strukturelle Gesundheitsüberwachung (SHM)
- Test-FEA-Integration
- Schock-Reaktions-Spektrum (SRS)
- Strukturdynamische Systeme
- Fragen zur Strukturdynamik?
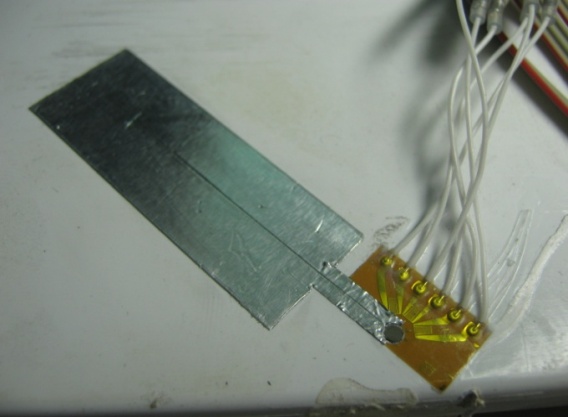
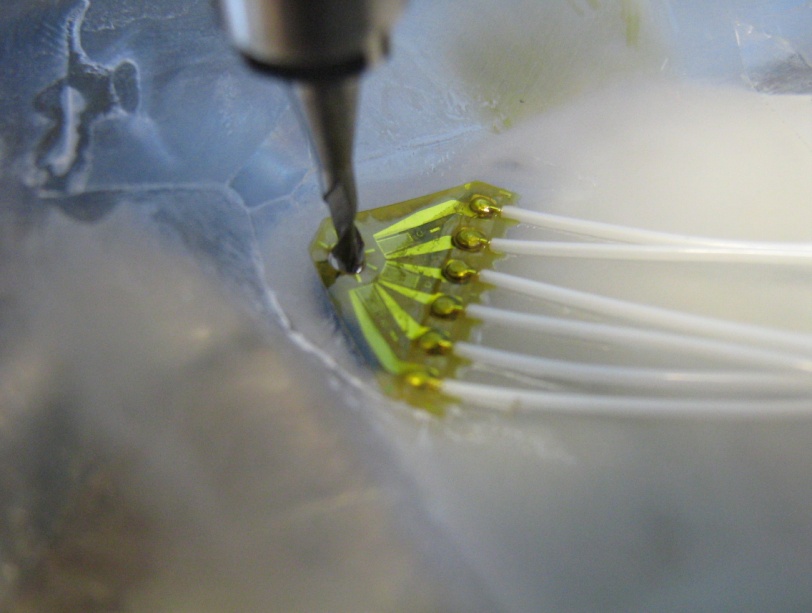
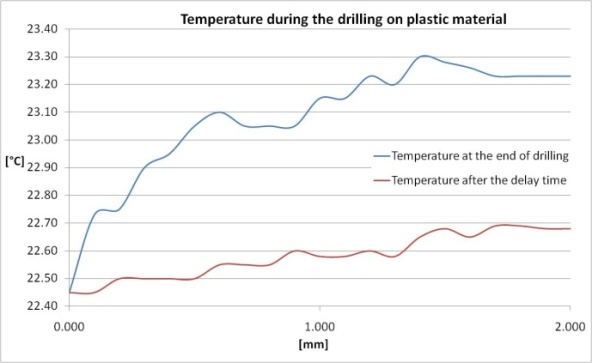
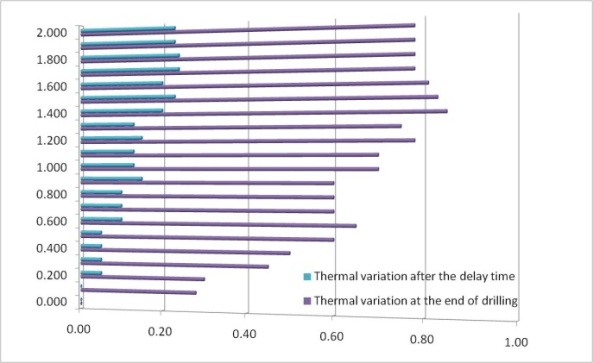
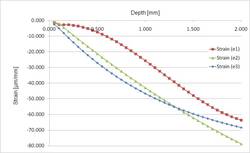
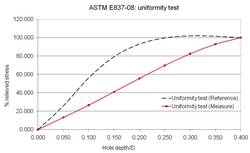
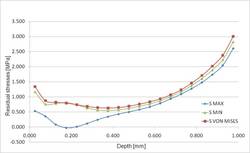
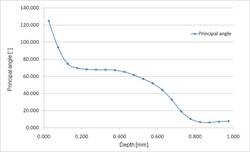
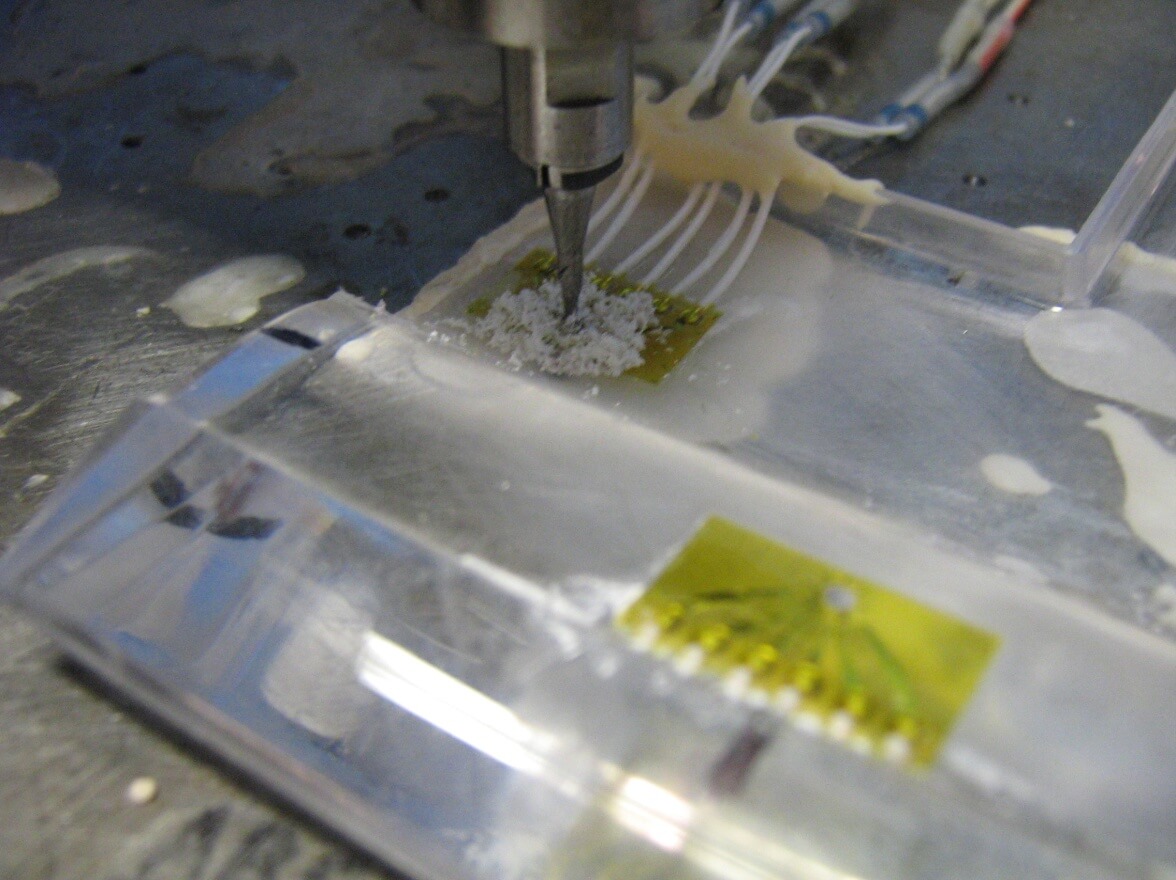
- Experimentelle Eigenspannungsanalyse mit dem Loch-Dril
- QuantumX Integration in ZwickRoell Prüfmaschine
- Eigenspannungen | Eigenspannungsmessung
- Elektrifizierung - Statistische Aspekte und Zuverlässigkeit (NEU)
- Elektrifizierung - Elektrische und signalverarbeitende Aspekte (NEU)
- Elektrifizierung — Mechanische und Haltbarkeitsaspekte (NEU)
- Elektrifizierung (NEU) - Auslegung und Prüfung der Lebensdauer von Strukturen für Elektrofahrzeuge
- "Elektrifizierung (NEU) - Elektrifizierung: Gewährleistung der Betriebsfestigkeit, Zuverlässigkeit und Leistung von Elektrofahrzeugen"
- Elektrifizierung (NEU) - Elektrische und Signal Nachbearbeitungstechniken für die Wechselstromanalyse in Elektrofahrzeugen
- Elektrifizierung (NEU) - Anwendung statistischer und Zuverlässigkeitstechniken zur Bestimmung der Batterielebensdauer in Elektrofahrzeugen
- Force Calibration
- Torque Calibration
- Microphones & Preamplifiers Calibration
- Accelerometers Calibration
- Pressure Calibration
- Displacement Sensor Calibration
- Sound Level Meter Calibration
- Sound Calibrator & Pistonphone Calibration
- Vibration Meter Calibration
- Vibration Calibrator Calibration
- Noise Dosimeter Calibration
- QuantumX Calibration
- Genesis HighSpeed Calibration
- Somat Calibration
- Industrial Electronics Calibration
- LAN-XI Calibration