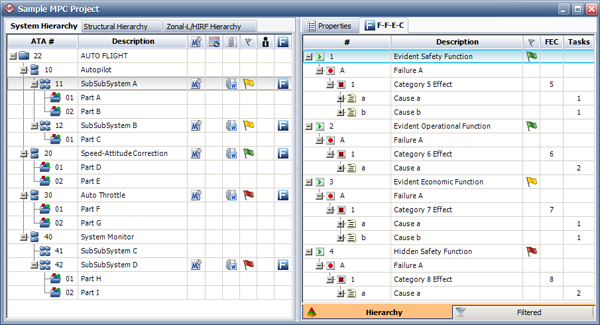
In order to determine the appropriate maintenance tasks for each MSI, the next step is to identify the functions that the item is intended to perform. Next, for each function, the analysts determine the possible failures that could occur to prevent the item from performing its intended function. Then, for each functional failure, the analysts determine the possible effects that could result from the failure.
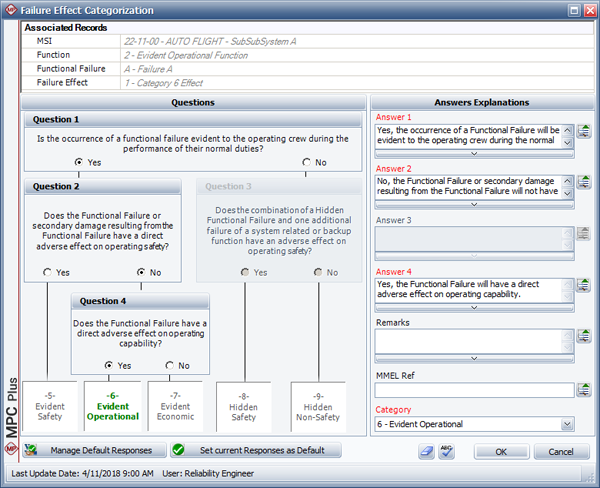
The MSG-3 guidelines provide logic designed to assign each functional failure effect to one of five categories: Evident Safety, Evident Operational, Evident Economic, Hidden Safety, Hidden Non-Operational (or Hidden Economic). This is referred to as “level one analysis” and the decision-making logic is presented in Figure 1.
Figure 1: MSG-3 logic to categorize functional failure effects
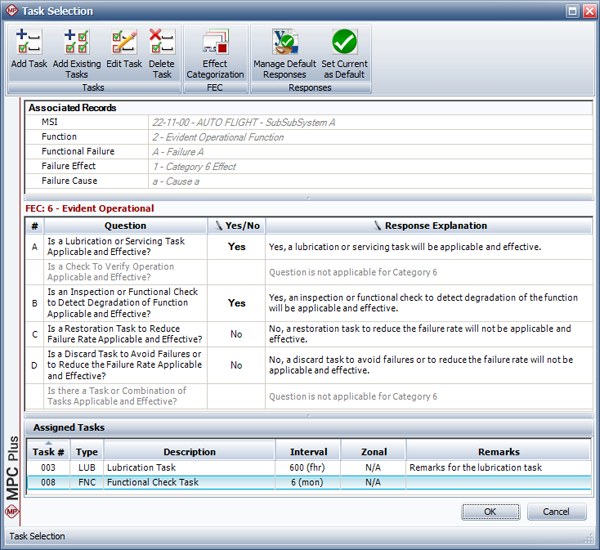
For each functional failure effect, the next step is to identify any possible causes that would result in the occurrence of that effect. Once the functions, failures, effects and causes have been identified for each MSI and each functional failure effect has been categorized, the next step is to determine which maintenance tasks, if any, are applicable and effective to detect and/or prevent the causes of failure.