Reliability DOE Analysis
Weibull++ offers an alternative analysis approach, called reliability DOE analysis, which can be used to overcome the problems associated with applying ANOVA to life data. In reliability DOE analysis, instead of using the F ratio, which is based on the normal distribution assumption, the likelihood ratio is used, which does not require such an assumption. The likelihood ratio is calculated using the likelihood function, which also takes into account suspensions and interval data. Therefore, the issues associated with applying one-way ANOVA to life data are well taken care of by using one factor reliability DOE analysis, as illustrated next.
It was mentioned previously that the life of the component in this example is well modeled by the Weibull distribution. The probability density function for the Weibull distribution can be written as:

|
(2)
|
where:
- t represents the times-to-failure.
- β represents the shape parameter of the Weibull distribution.
- η represents the scale parameter of the Weibull distribution.
The scale parameter, η, represents the time by which 63.2% of the population is expected to fail. It is also is referred to as the life characteristic because it represents a characteristic point of the Weibull distribution. The life characteristic will change based on the underlying distribution assumed for the life data.
The model used in the one factor reliability DOE approach is based on the life characteristic. It is known that a factor with L levels will have (L - 1) independent effects if the zero sum constraint is used [2]. Therefore in this example, the factor (operation temperature) with three levels (326K, 336K and 346K) can be used to express the life characteristic using two independent effects as follows:

|
(3)
|
where:
- η represents the life characteristic for the Weibull distribution.
- x1 and x2 are the variables representing the two independent effects of the factor.
- α0 is the intercept term.
- α1 is the coefficient for the first independent effect, x1.
- α2 is the coefficient for the second independent effect, x2.
Note that in Eqn. (3), the natural logarithmic transformation has been applied to the life characteristic. The reason for this is that η cannot take negative values as it represents product life, which is non-negative.
The variables, x1 and x2, representing the two independent effects, take the following values for the three levels of the operation temperature:
The log-likelihood function for a data set following the Weibull distribution is written as:
|
(4)
|
where:
- i represents the level of the factor.
- F represents the number of failures at the ith level of the factor.
- S represents the number of suspensions at the ith level of the factor.
The value of the life characteristic at the ith level can be substituted into Eqn. (4) using Eqn. (3). The value of ηi to be substituted can be obtained as follows:

|
(5)
|
In Eqn. (5) the values of x1 and x2 used are based on the previously mentioned coding scheme for the three levels of the factor. The overall log-likelihood function for the data will be:
|
(6)
|
Eqn. (6) is used to obtain the maximum likelihood estimates of the parameters β, α0, α1 and α2. This is done by taking the partial derivatives of the overall likelihood function Ln(LKV) with respect to the model parameters and then setting the resulting equations to zero.
Once the maximum likelihood estimates of the parameters are known, a test to check the significance of the factor can be carried out using the likelihood ratio. If the factor, operation temperature, does not affect life significantly, then the life characteristic, η, will be the same at all levels of the factor. In other words, the levels of the factor will not affect η; consequently the coefficients α1 and α2 of Eqn. (2) will be zero. In this case, the equation for η will be:

|
(7)
|
Eqn. (7) is referred to as the reduced model.
If change in the level of the factor affects life then the coefficients α1 and α2 will have non-zero values and the equation for ηwill be:

|
(8)
|
Eqn. (8) is referred to as the full model.
The likelihood ratio used in one factor reliability DOE analysis is based on the ratio of the log-likelihood value corresponding to the reduced model, Ln(LKV0), and the log-likelihood value corresponding to the full model, Ln(LKV). The likelihood ratio is defined as follows:
|
(9)
|
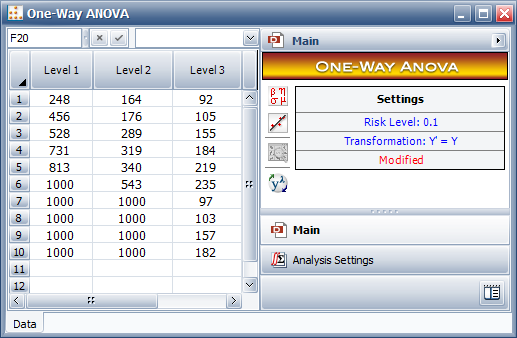
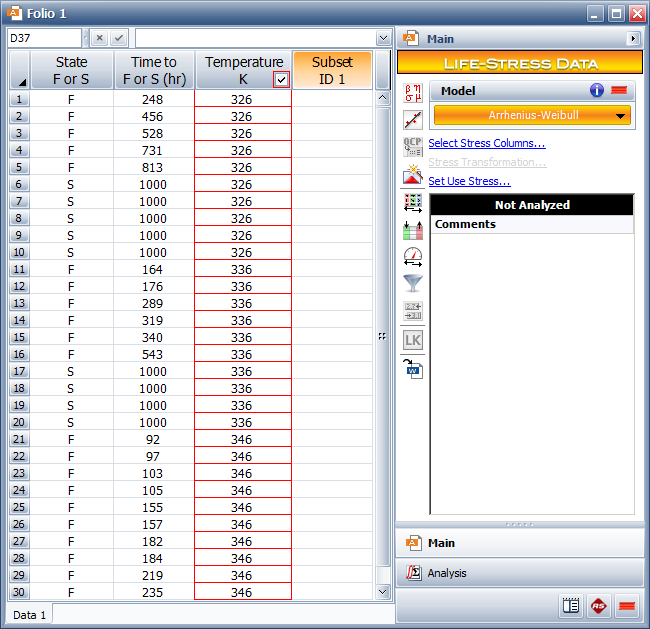
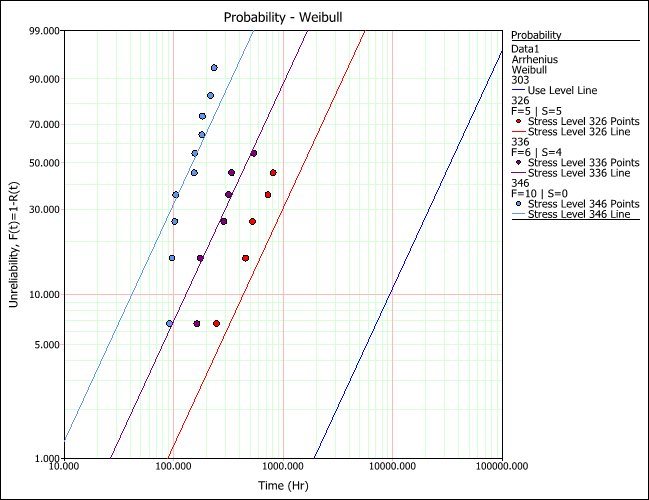
Eqn. (9) is analogous to Eqn. (1) used in one-way ANOVA. If the parameters α1 and α2 are zero, then the likelihood ratio, LR, follows the chi-squared distribution with (L - 1) degrees of freedom. The likelihood ratio and the model parameters can be obtained from Weibull++ and Figure 4 shows the data entered into the software for analysis.
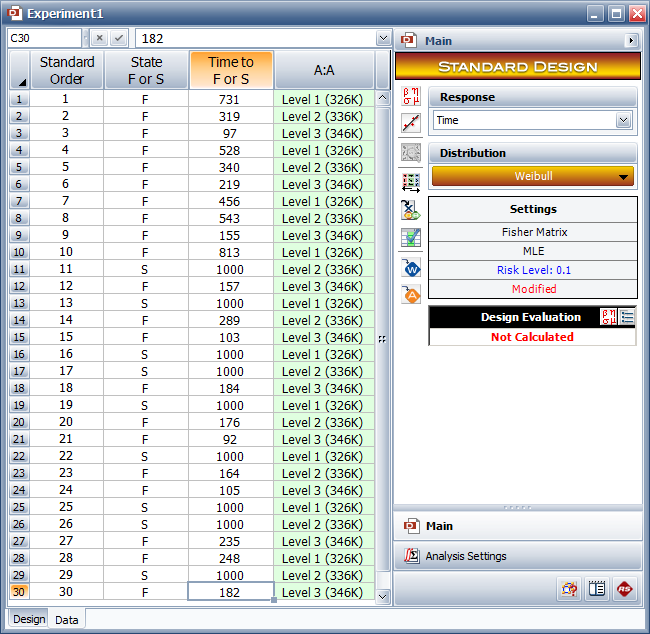
Figure 4: Data entered in Weibull++ for reliability DOE
Figure 5 shows the likelihood ratio test results. From the p value in the "Likelihood Ratio Test Table," it can be seen that the life is indeed different for different operation temperatures. The "MLE Information" table displays results for the parameters β, α0, α1 and α2 as Beta, Intercept, A[1] and A[2], respectively.
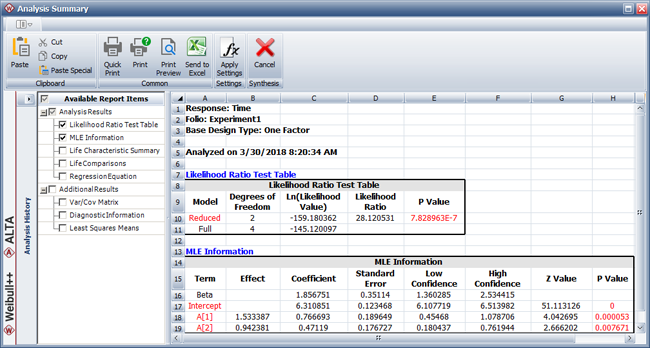
Figure 5: Likelihood ratio test results
Weibull++ also displays results for pair-wise comparisons of life at different levels. The results are displayed in the "Life Comparisons" table shown in Figure 6. The results indicate that there is a significant difference between life at the operation temperatures of 326 K and 346 K, and also between 336 K and 346 K, but the difference between 326 K and 336 K is not significant. (Figure 7 shows this comparison graphically in a bar chart.) The Z value represents the standardized difference (i.e., the difference divided by the pooled standard error [2]). From Figure 6, it can also be seen that the operation temperature of 326 K gives the largest life characteristic value.
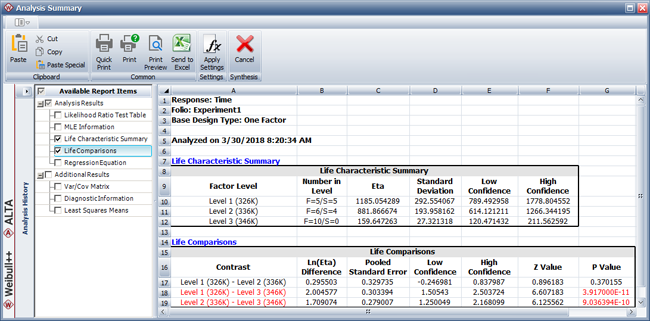
Figure 6: Pair-wise comparisons
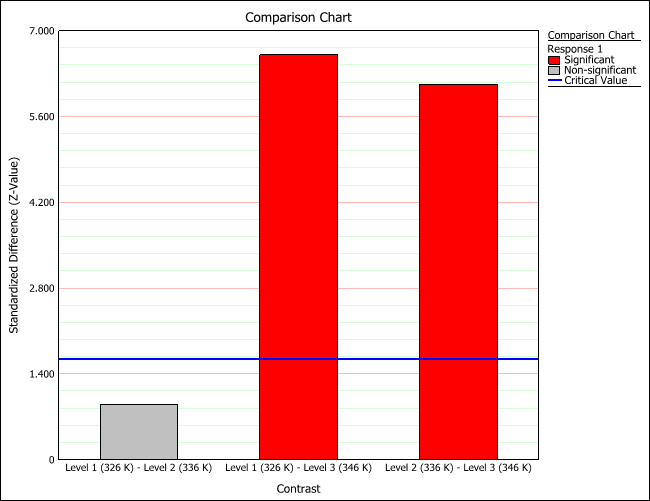
Figure 7: Comparison of the life characteristic
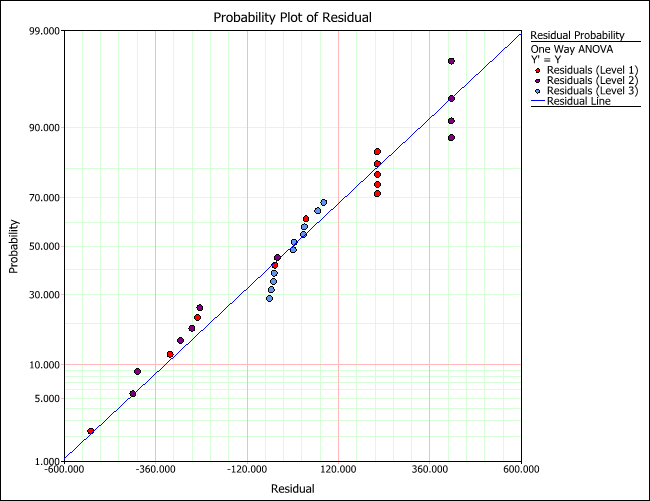
Finally, Figure 8 shows the residual plot for the one factor reliability DOE analysis, which can be compared to Figure 3 to see the applicability of one factor reliability DOE analysis in comparison to one-way ANOVA for this data set.
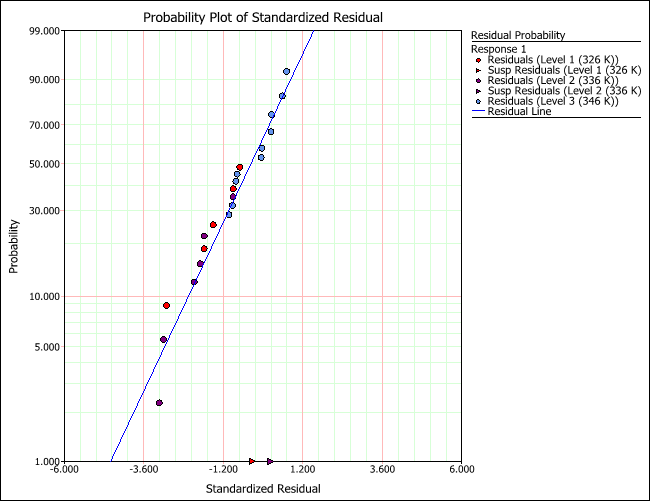
Figure 8: Residual plot for the reliability DOE analysis
From the previous discussion, it can be seen that the one factor reliability DOE analysis can be used as an effective substitute for one-way ANOVA to analyze experiments where the response of interest is the life data of a component. The benefits of using the likelihood ratio test can be increased further in cases, such as this one, where the characteristic investigated is a stress that affects the life of the product. In these cases, a predictive model can be obtained using the principles of accelerated life testing analysis, as described next.