The bonding materials have the task of firmly attaching the strain gauge to the measured object’s surface and transferring the object’s deformation without loss to the strain gauge. The various conditions, influences, and application options, require different bonding materials and installation methods. Bonding is the most important factor.
The particular advantages of this connection method, with regard to strain gauge installations, are as follows:
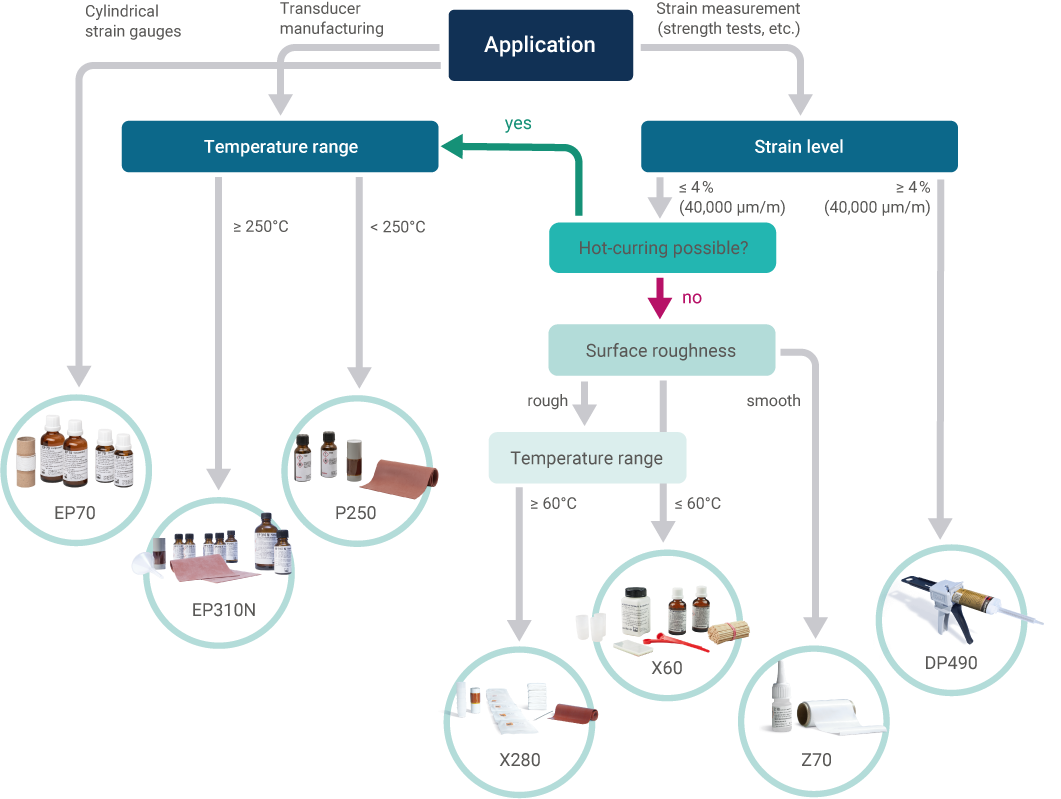
Both the working conditions at the installation site, and the various requirements for the bonding material performance, particularly in regard to the operating temperature, have led to the availability of various types of bonding materials. Bonding materials can be differentiated as follows regarding the application technology.
These can be easily applied and do not require much effort. There are single-component adhesives that start curing with appropriate humidity as well as two-component adhesives that must be mixed before application. Adhesive with very short reaction times are also called “superglues”. They are applied preferably in experimental tests.
These adhesives can only be used if the test object can be brought to the required curing temperature. This is generally possible in transducers manufacturing, but also where strain gauges can be installed before machine assembly, or where parts can be dismounted for strain gauge installation. In contrast to a cold-curing adhesive, the hot-curing adhesive offers awider application range at higher temperatures, and is suitable for meeting the generally higher accuracy requirements in transducer production.
It is essential not to use any adhesive other than the recommended one. Strain gauge adhesives must fulfill different requirements than general adhesives. This is why they are generally based on special developments or modifications of commercial adhesives. The simple adherence of a strain gauge to an object is not a sufficient criterion to evaluate the adhesive’s suitability for measurement purposes, it must also ensure the object’s strain’s faultless transmission. This requires more in-depth investigations (strain gauge tests according to VDI/VDE 2635 or comparable standards automatically include the adhesive).
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, MicroStrain and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
