8月 29 2019
ホールドリルを用いた実験的残留応力解析
続きを読み取る
残留応力は、技術的なプロセスなど多くの原因により、あらゆる機械構造 物に存在する可能性があります:
のような表面処理も可能です:
残留応力は、構造物の強度において、一般的な機械的応力と同じ役割を担っています。しかし、外的負荷による応力はある程度正確に計算できるのに対し、残留応力は予見することが困難である。そのため、表面へのダメージを最小限に抑えながら、それらを直接測定できる信頼性の高い方法が非常に重要です。
残留応力の測定には、ひずみゲージを用いた2つの技術、すなわちリングコア法とホールドリル法がよく使われます。
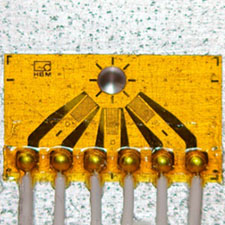
両手法に共通する特徴は、歪みゲージローゼットをワークに取り付けた後、ドリル/コアリングという機械的なプロセスにより残留応力状態が変化することです。この過程で、残留応力は緩和され、ひずみを放出します。このひずみはひずみゲージで測定され、後に残留応力状態の計算に使用されます。
リングコア方式では、それぞれの歪みゲージの周囲にリング状の溝を抽出する。

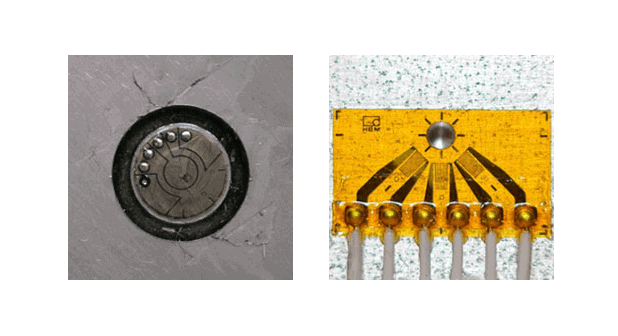
穴あけ加工では、ステッピングモーターで前進する約35万回転のミリングカッターを使用し、穴あけ加工を行います。ワークへの段階的な穴あけによる歪みの変化を、この方法専用に設計された歪みゲージロゼットで検出します。